Skip to main content
Search
Search This Blog
Mechanical Engineering
Technical Arrow
Posts
Showing posts from December 3, 2008
Show all
December 03, 2008
Pumps Characteristic CURVES
December 03, 2008
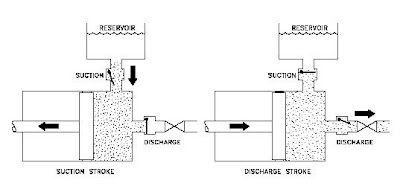
Positive displacement pumps
December 03, 2008
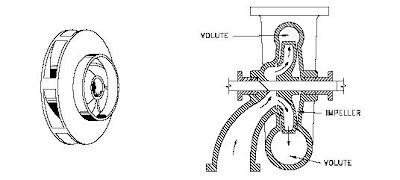
Classification of Centrifugal Pumps
December 03, 2008
Governor
December 03, 2008
Fuel Injectors
December 03, 2008
Two Stroke Diesel Engine
Newer Posts
Older Posts
Home